
 咨询电话:13925584641 咨询电话:13925584641
咨询电话:13925584641 咨询电话:13925584641 


 全国免费客服电话 13925584641
全国免费客服电话 13925584641 邮箱:3129207750@qq.com
手机:13925584641
电话:13925584641
地址:东莞市长安镇厦岗社区三和工业园A栋
发布时间:2021-09-09 人气: 1,550
拉挤成型是指玻璃纤维等增强材料在外力的牵引下,经过浸胶、挤压成型、加热固化、定长切割等一系列工序,连续生产复合材料线型制品的一种方法。增强材料从纱架引出后,经过排纱器进入浸胶槽,浸透树脂胶液后,进入预成型模,将多余的树脂和气泡排出,最后进入成型模凝胶、固化。固化后的制品由牵引机连续不断地从模具拔出,由切断机定长切断。它区别于其他成型工艺的地方是需要外力牵引和挤压模塑,故称为拉挤成型工艺。
拉挤成型工艺过程如下:增强材料(纤维及毡材等)排布→浸胶→预成型→挤压模塑及固化→牵引→切割→制品。工艺流程如下所示:
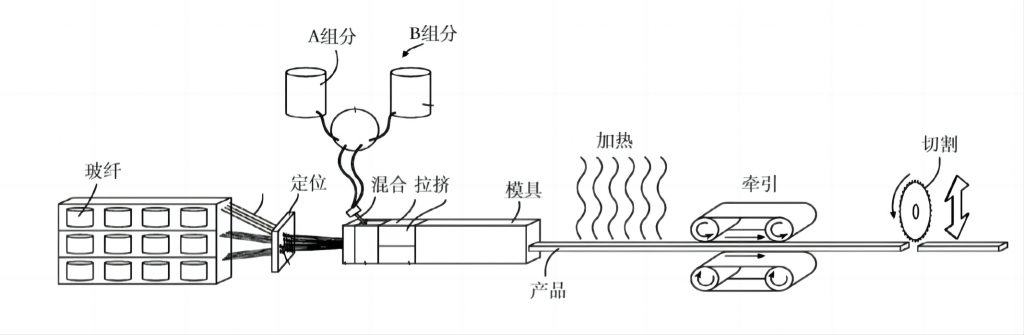
在拉挤成型工艺中有六个关键因素:①增强材料传送系统,如纱架、过纱装置、毯架以及输送装置;②树脂浸渍系统;③预成型系统;④模具;⑤牵引装置;⑥切割装置。
拉挤成型的纤维类型以E玻纤为主,也有一些较高性能的S玻纤及碳纤维。纤维的形态主要有粗纱、短切毡、表面毡、平面织物等。排纱是将安装在纱架上的增强材料从纱筒上引出并均匀整齐排布的过程。排纱系统包括纱架、毡铺展装置、缠绕机或编织机等。纤维的引出方式有两种:内抽和外引。
浸渍是将排布整齐的增强纤维均匀浸渍上已配制好的树脂胶液的过程。一般有三种形式:压纱浸渍;直槽浸渍;辊筒浸渍。其中前两种方法最为常用。
浸渍过的增强材料在经过预成型后,进入模具。根据产品结构的不同,拉挤工艺的预成型体系形式多样而丰富,其主要目的在于使增强材料按照预先设计的铺层结构,从发散状态自然、流畅地过渡到与产品截面相似,完成最终定位,顺利进入模腔。
预成型可以通过框架和模具以及模具托台固定在一起,也可以根据增强材料的铺层结构,设计在浸渍区域的上方或下方。拉挤成型管材时,一般使用圆环状预成型模;制造空心型材时,通常使用带有芯模的预成型模;生产异型材时,大都使用形状与型材截面状接近的金属预成型模具。
成为型材形状的浸胶增强材料进入模具并在模具中固化成型。一般把模具分为三段,即加热区、胶凝区和固化区。在模具上使用三组加热板来加热,并严格控制温度。模具的温度主要根据树脂在固化中的放热曲线及物料与模具的摩擦性能而设定。温度低树脂不能固化;温度过高,坯料一入模就固化,使成型、牵引困难,严重时会产生废品甚至损坏设备。
型材由一个自动同步移动的切割锯按需要的长度切割。切割是在连续生产过程中进行的,当制品长度达到要求时,控制器接通切割电机电路,切割装置开始工作,切成长度一致的制品。
我公司专业定制生产自动配比自动混合实时供料的拉挤注胶机,通过不断向浸胶槽供胶,来保持拉挤线长期工作,如需了解拉挤注胶机的详细资料,可随时进行咨询。
相关推荐
服务热线
